Our IoT Solutions
Hardware designed for the harshest industrial environments. Data you can trust, connectivity you can rely on.
Industries We Serve
The IoT ROI Engine
Hardware isn't just a cost—it’s an investment in loss prevention. Stop relying on guesswork and plug the leaks in your operations.
1. The Silent Bleed
- SpoilageInventory lost to temp spikes
- DowntimeEquipment failure surprises
- Blind SpotsDecisions without data
Active Control
"Monitor & Intercept"
3. Profit Retained
- Asset LifePredictive maintenance wins
- ComplianceAuto-generated audit reports
- Bottom LineDirect impact on margins
THM-500
Standard Temperature & Humidity Monitor
Reliable temperature and humidity monitoring for warehouses, server rooms and cold chains. Wi-Fi enabled with real-time analytics.
View Specs
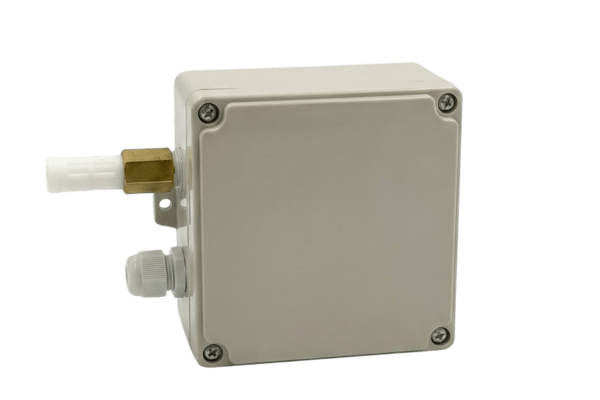
PTHM-700
Precision Pharma Monitoring
Industrial-grade Pressure, Temperature and Humidity monitoring designed specifically for pharmaceutical manufacturing and cleanrooms.
View Specs
CTHM-1500
Advanced CO2 Sensing
Real-time CO2, Temperature and Humidity monitoring for greenhouses, mushroom farms and food storage.
View Specs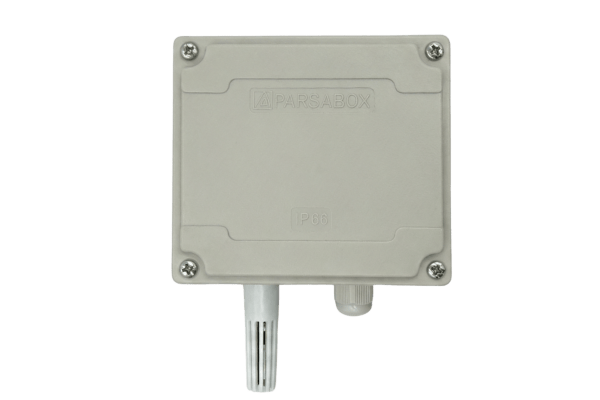
ATHM-60
Industrial Ammonia Detection
Robust Ammonia (NH3) monitoring for poultry farms, control sheds and hazardous environments.
View Specs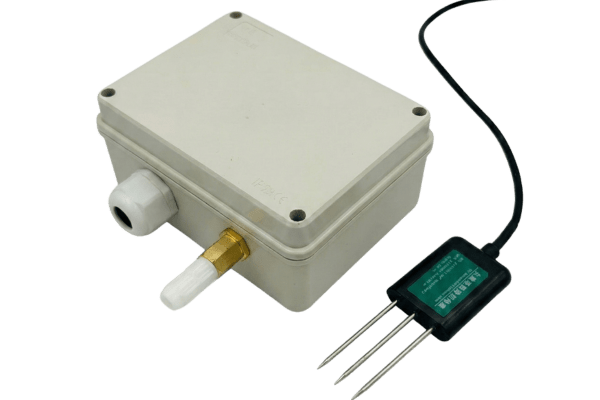
AgriStack-10000
The Future of Smart Farming
Comprehensive multi-sensor solution for soil moisture, temperature and outdoor conditions. Supports up to 6 RS485 sensors.
View SpecsWhy Leading Industries
Trust Our Hardware
We don't rebrand generic sensors. We design and manufacture our own PCBs in-house, ensuring complete control over quality, firmware and security.
Learn About Our ProcessIndustrial Grade
IP65 Rated enclosures built to withstand dust, moisture and extreme temperatures.
Multi-Protocol
Support for WiFi, MQTT, LoRaWAN and Modbus for flexible integration.
Edge Processing
On-board data buffering ensures no data loss during network outages.
Custom Firmware
Tailored logic at the chip level to meet your specific monitoring logic.